



精密角接觸球軸承內圈溝道磨削的4種方法對比
2023-06-15李獻會
軸承套圈加工仍以磨削精加工模式為主,磨削加工勞動量占總勞動量的60%以上。精密軸承(通常指公差等級為P4以上)的磨削加工所占比例更大,磨削加工工序也關鍵。套圈溝道為工作部位,其精度直接影響軸承的旋轉精度、振動噪聲、疲勞壽命等,因此溝道加工尤為重要。軸承內圈溝道磨削加工有多種方法,各種加工方法有不同的適用范圍和加工特點,如何根據軸承特點正確選取加工方法以高精度、高效率、低成本地完成加工是一道難題。下面介紹精密角接觸球軸承內圈溝道的4種磨削方法(支內圈外徑面磨溝、支內溝道磨溝、支內徑面磨溝和逃逸法磨溝),對比各自的特點。
1、角接觸球軸承內圈磨削工藝路線
為保證軸承加工精度,軸承零件加工采用多循環的方法,精密角接觸軸承的加工循環次數甚至達到3遍以上。一般來說,公差等級P4以上角接觸球軸承內圈磨削加工至少需要粗磨、細磨2次循環才能滿足精度要求,其中溝道加工需要超精或拋光。軸承內圈磨加工基本路線為:端面→內圈外徑面(簡稱內外徑)→內溝道→內徑面(簡稱內徑)。端面、內外徑或內溝道為加工基準面,精度要求較高,是保證后工序加工精度的基礎。
磨削加工工藝路線的制定需綜合考慮設備能力、產品特點、質量穩定性、加工基準的確定等,不同的磨削方式采用不同的工藝路線。圖1所示為以內外徑或內徑為基準時的內圈磨削工藝路線,圖中帶有括號的工序為“非必需工序”,如支內徑磨溝無需細磨內外徑和精研內外徑,而支內外徑磨溝需要這2道工序。套圈磨削在多循環之間要進行熱處理(常為低溫回火),去除附加應力,促使組織穩定,防止套圈尺寸和精度發生變化。
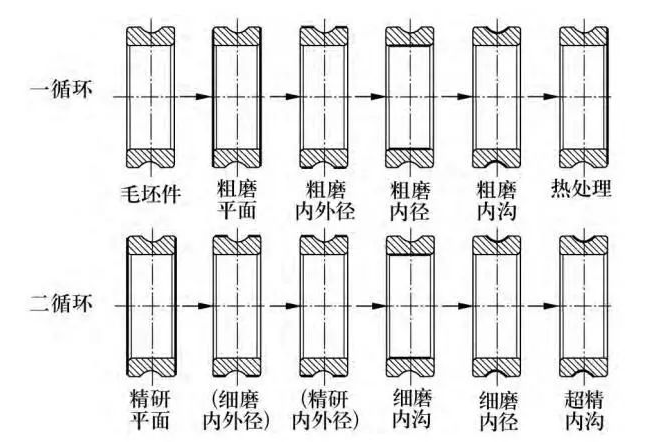
圖1 精密角接觸球軸承磨削加工兩循環工藝路線
2、角接觸球軸承內溝常用磨削方法
2.1 支內外徑磨溝
支內外徑磨溝是一種常用的軸承內溝磨加工方法,其原理如圖2所示。一般采用電磁無心夾具。支承點采用硬質合金,選用2個,并成一定角度,分別處于夾具的第3和第4象限。調整支承時要保證工件中心與夾具中心存在一定偏心量e,并使工件中心處于夾具第4象限。磨加工過程中,夾具轉動帶動工件做勻速轉動,工件受支承的限位作用,并且工件與夾具存在一定偏心,套圈可以平穩旋轉。砂輪在磨加工前需要進行修形,利用金剛筆將砂輪外緣修整成需要的形狀。砂輪對工件進行外切磨削,外切磨削的特點是砂輪的外徑大,線速度高,磨削效率高。磨削方向與工件旋轉方向相同。
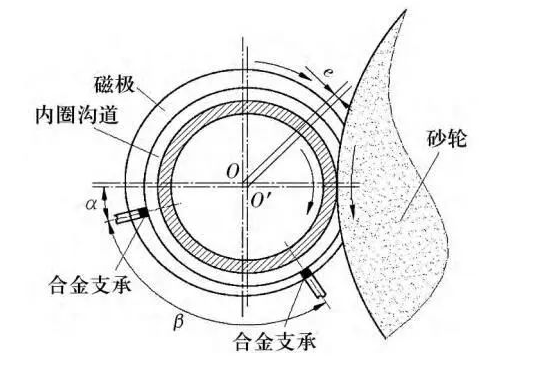
圖2 支內外徑磨溝原理圖
加工特點:1)采用外切磨削,磨削效率高;2)以內外徑為磨削基準,對內外徑精度要求高;3)溝道加工精度一般。
2.2 支內溝磨溝
支內溝磨溝原理如圖3所示,這種加工方式表面看與支內外徑磨溝相似,但加工原理大為不同。支內溝磨溝以內溝道為支承對象,內溝道既為基準面也為磨削面,加工過程中無需考慮內外徑精度,且溝道磨削精度可大大提升。此外,后序加工內徑面時,仍采用支承內溝的方式,可以有效保證內徑面精度。磨削方式仍采用外切磨削,加工效率高。支承所處位置和工件偏心與支內外徑磨溝相同。
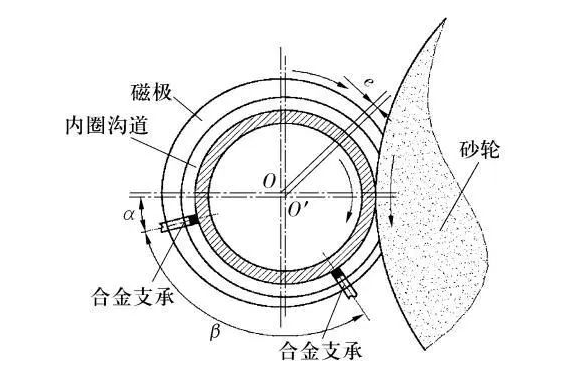
圖3 支內溝磨溝原理圖
加工特點:1)加工精度較高,尤其表現在內圈溝道與內孔的厚度變動量Ki(壁厚差)上;2)外切式磨削,磨削效率高;3)采用支內溝磨溝工藝時,省去了內圈擋邊外徑磨削工序,節省了工時。
2.3 支內徑磨溝
支內徑磨溝原理如圖4所示,其采用前、后2個支承分別支承工件內徑面上,工件中心處于夾具第4象限,前、后支承使工件中心與砂輪中心基本處于同一水平面上,工件直接承受砂輪進給的切削力。這種加工方式以內徑面為基準,溝道精度由內徑精度保證,而內徑的加工以內外徑為基準,因此對內外徑加工要求極高。磨削中需嚴格控制進給量,進給量過大,超過工件的變形抗力時,易導致工件產生變形,造成工件尺寸、圓度等精度很難控制。
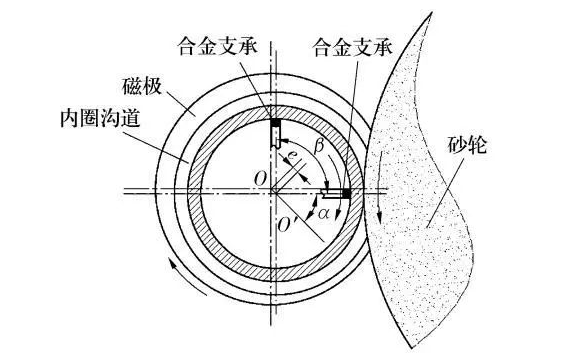
圖4 支內徑磨溝原理圖
加工特點:1)對前工序內外徑、內徑精度要求極高;2)對操作者技能要求高;3)生產效率不高。
2.4 逃逸法磨溝
逃逸法磨削內溝是一種非限位式磨削方法,原理如圖5所示。前支承為內支承,偏心處于第1象限,后支承為外支承,偏心處于第4 象限,兩支承夾角β= 30°~45°。砂輪進給磨削工件時,若切削力超過電磁無心夾具的夾持力,工件將脫離第4 象限的外支承。隨著磨削力的減小,工件又回落至外支承進行正常磨削。如此重復,直至磨削到所要求的尺寸。

圖5 逃逸法磨溝原理圖
加工特點:1)對前工序內外徑、內徑精度要求高;2)適用于薄壁系列軸承磨削;3)工件加工變形量小;4)生產效率不高。
3、結論
通過具體的加工試驗進行精度和效率的對比分析,得出結論:
1)精密軸承套圈磨加工采用多循環加工方式,可以降低磨削加工應力,減小變形量,提升加工精度。
2)常規精密球軸承內溝磨削宜采用支內溝磨溝方法,可以保證內溝磨削精度,內外徑只進行一次磨削加工就能滿足設計精度,避免了多循環加工,減少了加工工序,工作效率提高。
3)對于薄壁系列和特殊精度要求的精密球軸承內溝加工,可選用逃逸法磨內溝,雖然加工效率略低,但加工精度高,廢品率低。
內容節選自《軸承》
(來源:軸承雜志社)
(版權歸原作者和機構所有)