



200t連桿式鋼包升降回轉臺的生產制造
2024-06-17孫作偉
(石橫特鋼集團有限公司,山東肥城 271612)
摘 要:通過對200t連桿式鋼包升降回轉臺圖紙研究及設計優化,設計焊接工藝、加工工藝、裝配工藝,完成200t連桿式鋼包升降回轉臺的焊接、加工與裝配。現場裝配一次成功,得到用戶的認可。
關鍵詞:鋼包;回轉臺;焊接;加工;裝配
1 前言
某鋼廠200t連桿式鋼包升降回轉臺是連鑄機的關鍵設備之一,設備總重167t,最大承載能力2×200t,回轉半徑4.8m。回轉臺主要由加蓋裝置、底座、轉臺、升降液壓缸、回轉架、鋼包支座、提升臂、驅動裝置、稱重裝置、防護板、液壓系統等組成,正常狀態為電機驅動,事故狀態為液壓驅動。
回轉臺用于運載鋼包過跨和支撐鋼包進行澆鑄,起著連接上下兩道工序的重要作用,完成鋼包蓋升降、鋼包升降、鋼包回轉3個動作。鋼包回轉臺的工作特點是重載、偏載、沖擊、高溫,且要求旋轉平穩,定位準確,起停時沖擊小,保證足夠短的旋轉時間。設備工作條件比較惡劣,工藝要求較高,結構復雜,制造難度較大。焊縫要求100%UT探傷檢查或無損探傷;工件外形尺寸大,加工精度高;平行、并列的銷孔結構,相互制約,裝配難度較大。2018年4月,石橫特鋼承接此鋼廠的200t連桿式鋼包升降回轉臺制作任務,對制作過程的各種難點進行了分析,并采取了解決措施。
2 生產制作難點及解決措施
2.1焊接
1)工件特點及焊接要求:主要鋼板為厚>40mm的Q345鋼板,具有坡口大、零件數量多、結構緊湊、不易施焊等特點。而且焊縫要求較高,重要焊縫100%UT探傷,對接焊縫根據GB/T11345—1989標準,驗收等級B級,評定等級Ⅱ級驗收;角焊縫質量參照GB/T3323—1987標準,缺陷指示長度不超過Ⅱ級,其余焊縫進行無損探傷。
2)采取的措施:①對所有40mm及以上厚度鋼板進行超聲波探傷檢查,以確保沒有不合格的內部缺陷,超聲波探傷按GB/T8651《金屬板材超聲波探傷辦法》進行。②下料預留適當的余量,補償收縮變形。③通過合理的裝配順序及必要的工藝支撐,控制翹曲及扭曲變形。④對于重要焊縫采用機J507焊條手工焊接。⑤對多層焊道,每焊完一道就要進行清理、檢查。發現缺陷清除后,再進行下一道焊接,清根時一定要及時清理干凈,用磁粉探傷檢查。⑥焊后進行580~600℃的退火,消除焊接應力。通過以上措施的實施,焊縫達到圖紙要求,外形尺寸控制在公差范圍內,結構穩定。
2.2加工
1)存在問題。轉臺、提升臂、鋼包座架、門型架等工件外形尺寸大,精度要求高。如果不能保證加工精度,將直接影響裝配,增加裝配難度。
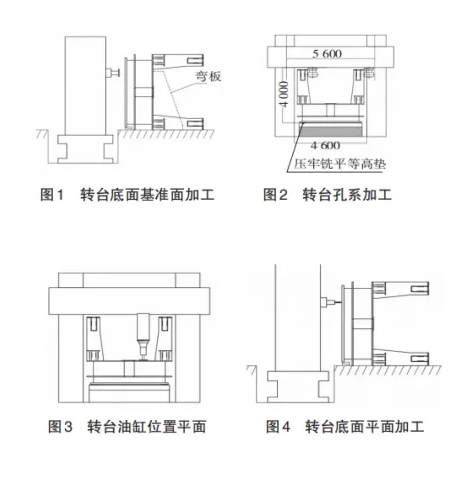
2)采取的工藝措施。重點是如何保證位置精度,以轉臺為例進行工藝說明。轉臺外形尺寸為3.9m×4.44m×4.23m,四處平行孔系,距離3.5m的兩孔要求同軸度0.03mm。為保證精度要求,必須一次裝夾鏜孔,否則各孔的同軸度及各孔系的平行度很難保證。
3)加工基本順序如下:在TK6920數控落地銑鏜床,以彎板安裝,銑孔加工基準。轉臺底面基準面加工如圖1所示。在XKA2140×120數控龍門鏜銑床,等高墊鐵一次安裝,加工各孔,保證各孔的位置度。轉臺孔系加工如圖2所示。在XKA2140×120數控龍門鏜銑床鏜孔、銑端面、鉆孔。銑立放用定中心基準帶,卸下銑頭,銑上端面,鉆孔轉臺油缸位置平面各孔位置如圖3所示。在TK6920數控落地銑鏜床,按加工面找正,銑面,鉆孔。至此完成了整個轉臺的加工,經檢測各項精度符合要求。轉臺底面平面加工如圖4所示。
2.3裝配
1)存在的問題:回轉臺結構如圖,零件外形大,鉸點多,相互制約,裝配困難。
2)采取的措施。①常用的裝配方法有壓裝、熱裝、冷裝。由于鋼包座架、提升臂等尺寸較大,不適合熱裝,只能采用冷裝或壓力裝配。考慮車間內裝配只是預裝,還需拆開運輸,以及現場裝配條件的限制,不適合采用冷裝。為降低現場裝配難度,盡量采用較大的裝配間隙。鋼包座架、提升臂孔的加工,只能采用鏜削,尺寸公差很難控制在最大值,基于磨削比鏜削易控制尺寸精度這一特點,為保證較大的裝配間隙,根據孔的實際尺寸,對軸進行了2次磨削,以求獲得比較大的裝配間隙,降低裝配難度,同時又保證裝配精度。②所有回轉部位均采用關節軸承,此類軸承旋轉角度大,長軸穿入結構緊湊部位時,不好控制對中,為此設計具有定位、導向、施力作用的工裝。
3 結語
通過對焊接工藝、加工工藝以及裝配工藝的研究,對出現的難點采用一系列措施進行控制,順利完成了200t連桿式鋼包升降回轉臺的生產制造。現場裝配一次成功,得到用戶的高度認可。自2019年1月投入生產至今運行穩定,未出現質量問題。
來源:《山東冶金》
(版權歸原作者或機構所有)