



一種主動軸的失效原因及工藝改進
2019-02-28張仙平 李忠亮 任園春 劉海燕
(拖拉機股份有限公司齒輪廠)
(拖拉機股份有限公司齒輪廠)
1.宏觀分析
斷裂發(fā)生在卡環(huán)槽的根部,零件斷裂如圖1所示,卡環(huán)槽表面無磕碰傷等影響表面粗糙度的損傷;零件的斷口形貌如圖2所示,從圖中可看出,零件斷口附近沒有明顯的宏觀塑性變形,且斷面平坦,有明顯的疲勞弧線,符合疲勞斷裂的特征;裂紋起源于卡環(huán)槽表面,疲勞擴展區(qū)域表面平整光滑,明顯的疲勞弧線只出現(xiàn)在瞬斷區(qū)附近,并且瞬斷區(qū)域相對較小。另外,瞬斷區(qū)相對位置和裂紋源存在一定的角度,說明該主動軸所承受的工作應(yīng)力不大。
斷裂發(fā)生在卡環(huán)槽的根部,零件斷裂如圖1所示,卡環(huán)槽表面無磕碰傷等影響表面粗糙度的損傷;零件的斷口形貌如圖2所示,從圖中可看出,零件斷口附近沒有明顯的宏觀塑性變形,且斷面平坦,有明顯的疲勞弧線,符合疲勞斷裂的特征;裂紋起源于卡環(huán)槽表面,疲勞擴展區(qū)域表面平整光滑,明顯的疲勞弧線只出現(xiàn)在瞬斷區(qū)附近,并且瞬斷區(qū)域相對較小。另外,瞬斷區(qū)相對位置和裂紋源存在一定的角度,說明該主動軸所承受的工作應(yīng)力不大。
根據(jù)以上斷口特征可以判定,該主動軸的斷裂性質(zhì)為低應(yīng)力高周旋轉(zhuǎn)彎曲疲勞;根據(jù)疲勞弧線背向裂紋源的特征,可看出該軸卡環(huán)槽處的幾何形狀所造成的應(yīng)力集中對裂紋的擴展起到一定的促進作用。為此,在裂紋源處取樣進行材質(zhì)分析。

圖1 零件斷裂部位示意

圖2 斷口形態(tài)
2.材質(zhì)分析
將裂紋源處所取的試樣進行金相分析,試樣經(jīng)磨制、拋光后在光學(xué)顯微鏡下進行非金屬夾雜物檢驗,依據(jù)GB/T10561—2005進行評級,結(jié)果顯示各類夾雜物的評級均為0.5級,非金屬夾雜物結(jié)果滿足技術(shù)要求;試樣經(jīng)4%硝酸酒精浸蝕后進行金相組織檢驗,因為該批主動軸零件的熱處理工序為:調(diào)質(zhì)處理和感應(yīng)淬火+低溫回火,所以針對圖樣要求的指標逐一進行檢驗。
將裂紋源處所取的試樣進行金相分析,試樣經(jīng)磨制、拋光后在光學(xué)顯微鏡下進行非金屬夾雜物檢驗,依據(jù)GB/T10561—2005進行評級,結(jié)果顯示各類夾雜物的評級均為0.5級,非金屬夾雜物結(jié)果滿足技術(shù)要求;試樣經(jīng)4%硝酸酒精浸蝕后進行金相組織檢驗,因為該批主動軸零件的熱處理工序為:調(diào)質(zhì)處理和感應(yīng)淬火+低溫回火,所以針對圖樣要求的指標逐一進行檢驗。
(1)調(diào)質(zhì)指標
試樣腐蝕后的組織為回火索氏體+少量的細條狀鐵素體,如圖3所示,依據(jù)GB/T13320—2007進行評級,結(jié)果顯示回火組織評級為2級;在調(diào)質(zhì)位置進行硬度檢測,結(jié)果為270~280HBW,均滿足圖樣要求(調(diào)質(zhì)組織≤4級,硬度262~302HBW)。
試樣腐蝕后的組織為回火索氏體+少量的細條狀鐵素體,如圖3所示,依據(jù)GB/T13320—2007進行評級,結(jié)果顯示回火組織評級為2級;在調(diào)質(zhì)位置進行硬度檢測,結(jié)果為270~280HBW,均滿足圖樣要求(調(diào)質(zhì)組織≤4級,硬度262~302HBW)。
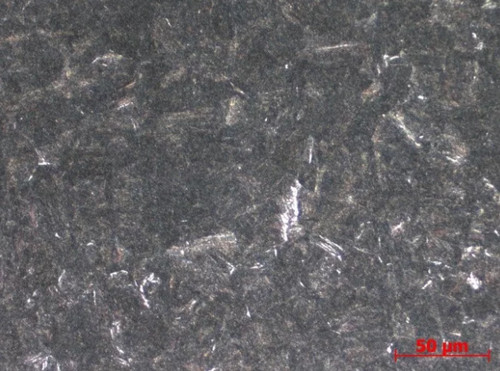
圖3 調(diào)質(zhì)組織
(2)感應(yīng)淬火指標
在斷裂部位(見圖4)取樣,檢測其淬硬層深、馬氏體級別和表面硬度。參照Q/YT310.4—2014標準,所檢感應(yīng)淬火結(jié)果如下:斷裂部位軸頸處淬硬層深2.2mm,馬氏體5級(見圖5)表面硬度55~56HRC,符合圖樣要求,但是卡環(huán)槽底部無淬硬層(感應(yīng)淬火層深1~2.5mm,表面硬度52~57HRC)。
在斷裂部位(見圖4)取樣,檢測其淬硬層深、馬氏體級別和表面硬度。參照Q/YT310.4—2014標準,所檢感應(yīng)淬火結(jié)果如下:斷裂部位軸頸處淬硬層深2.2mm,馬氏體5級(見圖5)表面硬度55~56HRC,符合圖樣要求,但是卡環(huán)槽底部無淬硬層(感應(yīng)淬火層深1~2.5mm,表面硬度52~57HRC)。

圖4 斷裂部位

圖5 淬硬層組織
3.原因分析
通過以上的分析可知,該主動軸起裂于卡環(huán)槽根部,根據(jù)斷口分析可以判定,該軸的斷裂性質(zhì)為低應(yīng)力高周旋轉(zhuǎn)彎曲疲勞斷裂;通過對其材質(zhì)的分析可知,在試樣上未發(fā)現(xiàn)夾雜物、疏松等材料類缺陷,并且該軸的調(diào)質(zhì)組織和感應(yīng)淬火組織以及相應(yīng)的硬度均滿足圖樣要求,說明該主動軸的材質(zhì)本身狀態(tài)良好;但是值得注意的一點是,在卡環(huán)槽的底部無淬硬層。
通過以上的分析可知,該主動軸起裂于卡環(huán)槽根部,根據(jù)斷口分析可以判定,該軸的斷裂性質(zhì)為低應(yīng)力高周旋轉(zhuǎn)彎曲疲勞斷裂;通過對其材質(zhì)的分析可知,在試樣上未發(fā)現(xiàn)夾雜物、疏松等材料類缺陷,并且該軸的調(diào)質(zhì)組織和感應(yīng)淬火組織以及相應(yīng)的硬度均滿足圖樣要求,說明該主動軸的材質(zhì)本身狀態(tài)良好;但是值得注意的一點是,在卡環(huán)槽的底部無淬硬層。
一般來說,影響疲勞斷裂失效的主要因素有零件的結(jié)構(gòu)形狀、表面狀態(tài)、材料及其組織狀態(tài)、使用環(huán)境及載荷頻譜等。
通過以上分析發(fā)現(xiàn):卡環(huán)槽表面光滑,表面粗糙度滿足要求;在斷口上未發(fā)現(xiàn)腐蝕、高溫等環(huán)境影響因素;斷口的瞬斷區(qū)較小,且擴展區(qū)域多為光滑細實的平坦面,因此,可排除以上因素對該軸斷裂的影響。
雖然該主動軸材質(zhì)本身狀態(tài)良好,熱處理結(jié)果都滿足要求,但是在卡環(huán)槽處未發(fā)現(xiàn)感應(yīng)淬火組織。因為卡環(huán)槽處與零件的其他淬硬區(qū)一樣承受相同的機械傳遞應(yīng)力,由于該處未淬火,會使其強度明顯低于淬硬區(qū)的強度,根據(jù)兩處的硬度可以估算,卡環(huán)槽處的強度約為其他淬硬區(qū)的一半,導(dǎo)致該處材料的疲勞抗力大幅降低;從零件殘余應(yīng)力的角度來說,感應(yīng)加熱淬火后,從零件表面往里,會構(gòu)成表面受壓、中間受拉或略微受壓的應(yīng)力特點,拉應(yīng)力的峰值往往出現(xiàn)在硬化層結(jié)束的過渡區(qū)域,并隨著硬化層深度的變淺,拉應(yīng)力峰值趨于表面。從金相分析可以看出,由于卡環(huán)槽處未感應(yīng)淬火,導(dǎo)致淬火區(qū)與非淬火區(qū)的過渡帶正好落在卡環(huán)槽根部,加之由于零件幾何結(jié)構(gòu)而產(chǎn)生的應(yīng)力集中影響,各種拉應(yīng)力峰值彼此相互交叉,甚至重合疊加,造成該槽底表面處于較大的拉應(yīng)力水平,同樣會降低材料的疲勞抗力。
綜合以上分析,說明卡環(huán)槽底部無淬硬層深是導(dǎo)致該批零件失效的主要原因。為此需調(diào)整感應(yīng)淬火工藝,保證卡環(huán)槽底部淬硬層深連續(xù)。
4.改進措施
通過對零件的結(jié)構(gòu)進行分析,結(jié)合圓環(huán)感應(yīng)器磁力線分布的特性,發(fā)現(xiàn)相對于相鄰的軸徑部位,卡環(huán)槽底部升溫速度慢。所以想要卡環(huán)槽底部有一定的淬硬層深,需要在感應(yīng)器移動至卡環(huán)槽部位時,靜止加熱一定的時間,便于卡環(huán)槽底部達到淬火溫度。但是因感應(yīng)淬火存在尖角效應(yīng),在該部位加熱時,卡環(huán)槽尖角的部位升溫速度會更快。如加熱時間過長,易使尖角部位因溫度過高,在同樣的冷卻條件下,出現(xiàn)淬裂現(xiàn)象,或者尖角部位被燒熔,從而導(dǎo)致零件報廢。因此,工藝優(yōu)越的關(guān)鍵點在于合理地控制卡環(huán)槽部位的靜止加熱時間。
通過對零件的結(jié)構(gòu)進行分析,結(jié)合圓環(huán)感應(yīng)器磁力線分布的特性,發(fā)現(xiàn)相對于相鄰的軸徑部位,卡環(huán)槽底部升溫速度慢。所以想要卡環(huán)槽底部有一定的淬硬層深,需要在感應(yīng)器移動至卡環(huán)槽部位時,靜止加熱一定的時間,便于卡環(huán)槽底部達到淬火溫度。但是因感應(yīng)淬火存在尖角效應(yīng),在該部位加熱時,卡環(huán)槽尖角的部位升溫速度會更快。如加熱時間過長,易使尖角部位因溫度過高,在同樣的冷卻條件下,出現(xiàn)淬裂現(xiàn)象,或者尖角部位被燒熔,從而導(dǎo)致零件報廢。因此,工藝優(yōu)越的關(guān)鍵點在于合理地控制卡環(huán)槽部位的靜止加熱時間。
該零件生產(chǎn)所用感應(yīng)器規(guī)格為:φ80mm(加裝導(dǎo)磁體)、寬20mm。經(jīng)過多次試驗,將感應(yīng)器移動至卡環(huán)槽處位于感應(yīng)器上端1/3處時,可用Z短的加熱時間,使卡環(huán)槽底部達到淬火溫度。按照上述思路,對零件開始進行工藝調(diào)試。
同時,對零件整體熱處理指標的檢測顯示,除卡環(huán)槽底部無淬硬層外,其余部位指標皆滿足圖樣要求。故此次試驗,在原生產(chǎn)工藝的基礎(chǔ)上,只針對卡環(huán)槽處進行調(diào)整。
原軸頸處工藝參數(shù)為:功率75kW,移動速度F450。
(1)次試驗
試驗方案:在原工藝的基礎(chǔ)上,增加靜止加熱時間,即將感應(yīng)器移動至卡環(huán)槽處,靜止加熱0.1s。待卡環(huán)槽移動至噴水位置時,觀察卡環(huán)槽底部溫度。
試驗方案:在原工藝的基礎(chǔ)上,增加靜止加熱時間,即將感應(yīng)器移動至卡環(huán)槽處,靜止加熱0.1s。待卡環(huán)槽移動至噴水位置時,觀察卡環(huán)槽底部溫度。
試驗結(jié)果:按照上述方案,實際生產(chǎn)過程中通過肉眼觀察,卡環(huán)槽底部溫度過低(底部顏色呈暗櫻紅色),沒有達到淬火溫度。故需要增加靜止加熱時間。
(2)第二次試驗
試驗方案:在次試驗的基礎(chǔ)上,將靜止加熱時間更改為0.3s。
試驗方案:在次試驗的基礎(chǔ)上,將靜止加熱時間更改為0.3s。
試驗結(jié)果:肉眼觀察卡環(huán)槽移動至噴水圈位置時,卡環(huán)槽底部顏色呈亮櫻紅色。淬火后,切檢卡環(huán)槽底部及其相鄰軸頸,檢測其淬火結(jié)果。
經(jīng)切檢,卡環(huán)槽底部兩端有淬硬層,底部中間約2/3的部位依舊無淬硬層。如圖6所示。

圖6 第二次試驗結(jié)果
(3)第三次試驗
試驗方案:在第二次試驗的基礎(chǔ)上,更改靜加熱時間為0.5s。
試驗方案:在第二次試驗的基礎(chǔ)上,更改靜加熱時間為0.5s。
試驗結(jié)果:肉眼觀察當卡環(huán)槽移動至噴水圈位置時,卡環(huán)槽底部顏色呈亮紅色。淬火后,切檢同樣部位,檢驗其淬火結(jié)果。
檢測結(jié)果如下:卡環(huán)槽底部淬硬層深1.0mm,相鄰軸頸處淬硬層深2.5mm,如圖7所示。

圖7 第三次試驗結(jié)果
經(jīng)過上述三次試驗,Z終保證軸頸與卡環(huán)槽底部止層連續(xù),且相鄰軸頸處止層深符合圖樣技術(shù)要求。按照第三次試驗方案,再生產(chǎn)5件該零件,肉眼觀察卡環(huán)槽兩端尖角處溫度無異常,淬火后檢查尖角兩端并無燒蝕等現(xiàn)象發(fā)生。同時,經(jīng)磁粉探傷,無裂紋。
截止目前按照第三次試驗方案,分兩次共生產(chǎn)了該零件200余件,無異常情況發(fā)生。
5.結(jié)語
(1)主動軸卡環(huán)槽底部無淬硬層深是導(dǎo)致該零件失效的主要原因。
(1)主動軸卡環(huán)槽底部無淬硬層深是導(dǎo)致該零件失效的主要原因。
(2)對于感應(yīng)淬火區(qū)域中有卡環(huán)槽、臺階等結(jié)構(gòu)的零件,淬火區(qū)域必須連續(xù),使其表面處于壓應(yīng)力狀態(tài),能夠抵消因結(jié)構(gòu)缺口產(chǎn)生的應(yīng)力集中,提高零件的疲勞極限。
來源:《金屬加工(熱加工)》雜志