



輪廓測量儀測量軸承套圈擋邊角度(負背角)
2019-03-25 前言
軸承內圈擋邊角度(負背角)是軸承的一項重要性能指標,這種特殊結構易于在套圈擋邊形成油膜,可以對滾子端面起到良好的潤滑作用,并且能夠增加套圈承載軸向負荷的能力。傳統方法是在G906專用儀器上,由扭簧表定性的讀出被測負背角的變化范圍,但不能定量的給出被測負背角的實際角度值;此外,由于負背角測量位置特殊,傳統方法測量比較困難,且效率低,準確率和重復性都不高,經過反復實驗,終于研究出了用輪廓測量儀測量軸承套圈負背角的新方法。目前,此方法已運用于實際測量中,取得了令人滿意的測量結果。
測量原理
將被測內圈放置在平板或量塊等附件上,由輪廓儀測量出被測擋邊與水平方的夾角θ1,再由輪廓儀測量出端面與水平方向的夾角θ2,由θ1和θ2之間的幾何關系,計算出相應的負背角θ3。
測量方法
主要有兩種測量方法:直接測量方法和間接測量方法。
1.直接測量方法
(1)將被測內圈放置在平板上,如圖1所示。
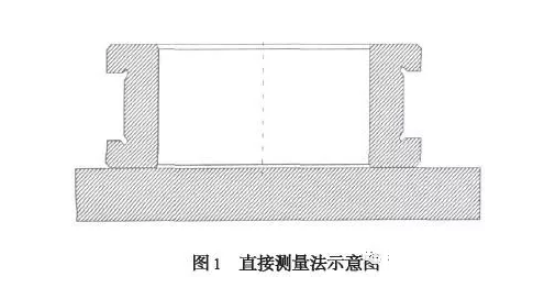
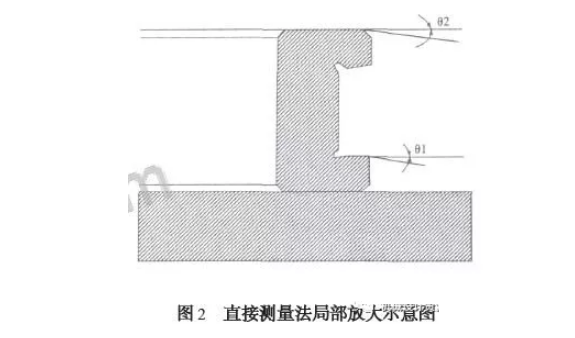
(2)用輪廓儀先測量出被測套圈擋邊的輪廓,再測量出被測套圈上端面的輪廓。然后借助于分析測量軟件,分別計算出被測擋邊與水平方向的夾角θ1,被測套圈上端面與水平方向的夾角θ2。由θ1和θ2的幾何關系可以得出被測擋邊的負背角θ3為:
θ3=θ1-θ2 (1)
θ3=θ1-θ2 (1)
2.間接測量方法
當擋邊的長度較小時,輪廓儀的測針無法測量到套圈擋邊時,應采用此方法。
當擋邊的長度較小時,輪廓儀的測針無法測量到套圈擋邊時,應采用此方法。
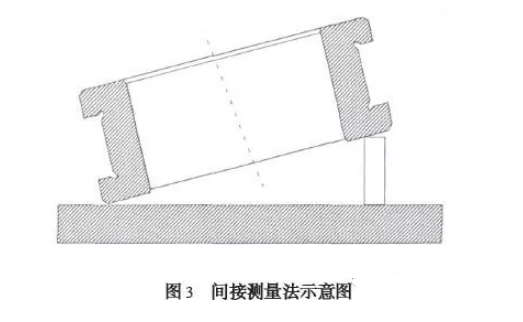
(1)將被測套圈傾斜一定角度,放置在一塊量塊上。
(2)用輪廓儀測量出被測套圈上端面的輪廓,被測套圈得擋邊輪廓。然后借助于測量分析軟件,計算出被測套圈上端面與水平方向的夾角θ1,被測套圈擋邊與水平方的夾角θ2。由θ1和θ2的幾何關系可以得出被測擋邊的負背角θ3為:
(2)用輪廓儀測量出被測套圈上端面的輪廓,被測套圈得擋邊輪廓。然后借助于測量分析軟件,計算出被測套圈上端面與水平方向的夾角θ1,被測套圈擋邊與水平方的夾角θ2。由θ1和θ2的幾何關系可以得出被測擋邊的負背角θ3為:
θ3=θ1-θ2 (2)
測量注意事項
為保證測量結果的準確可靠,用輪廓儀測量負背角時要注意以下幾點:
(1)首先做好測量準備工作,如端面去毛刺,恒溫等。
(2)套圈的Z大直徑方向應與儀器探針的移動方向重合。
(3)平板的平面度要小于0.008mm。
(1)首先做好測量準備工作,如端面去毛刺,恒溫等。
(2)套圈的Z大直徑方向應與儀器探針的移動方向重合。
(3)平板的平面度要小于0.008mm。
測量誤差來源分析
影響測量結果準確性的主要因素有以下幾個方面:
(1)所使用輪廓儀的角度測量精度;
(2)平板的平面度;
(3)量塊量測量面的平行度;
(4)被測套圈兩端面的平行度。
經實驗分析:以上四項因素引入的角度的測量誤差≤5′,而被測套圈負背角的公差帶通常為±15′,所以用輪廓儀測量套圈負背角的測量精度完全能夠滿足工件的實際測量要求。
(1)所使用輪廓儀的角度測量精度;
(2)平板的平面度;
(3)量塊量測量面的平行度;
(4)被測套圈兩端面的平行度。
經實驗分析:以上四項因素引入的角度的測量誤差≤5′,而被測套圈負背角的公差帶通常為±15′,所以用輪廓儀測量套圈負背角的測量精度完全能夠滿足工件的實際測量要求。
結束語
此方法具有測量準確度高、測量效率高,通用性好等優點。此外,本方法又將輪廓儀的應用提高到了一個更新的水平。