



機床主軸箱類零件孔加工精度超差加修措施及分析
2019-04-12張金霞1 張博2
(1.沈陽機床股份有限公司;2.沈陽機床成套設備有限責任公司)
【摘 要】:從實踐出發,介紹機床主軸箱類零件孔加工超差時的加修措施及各種情形下的具體應用。
1 主軸箱概述
主軸箱是機床設備的重要組成部件,使安裝于主軸箱內的各傳動部件保持正確的相互位置關系,彼此按照一定的傳動關系協調地運動。大多數機床的采用多級齒輪傳動,主軸箱零件含有多組同軸孔,裝配成品后,電動機經主軸箱內各個位置上的傳動齒輪和傳動軸,Z后把旋轉運動傳到主軸上,使主軸獲得需要的轉速和方向進行特定加工。因此主軸箱孔系的加工精度對機床整體性能的影響很大,如齒輪的嚙合、噪聲、振動及軸承磨損等,必須嚴格控制零件加工精度。以沈陽機床股份有限公司內部品控要求為例,無論何種類型的機床產品,都不容許精度不合的零件進入裝配現場,但是若將所有出現類似問題的主軸箱都被打廢的話,企業的制造成本的控制將成為一個困擾企業發展的大問題。在此將筆者在生產實踐中常見的一些機床主軸箱類零件孔加工超差時的加修措施加以歸納,并分析各種情形下的具體應用。
1 主軸箱概述
主軸箱是機床設備的重要組成部件,使安裝于主軸箱內的各傳動部件保持正確的相互位置關系,彼此按照一定的傳動關系協調地運動。大多數機床的采用多級齒輪傳動,主軸箱零件含有多組同軸孔,裝配成品后,電動機經主軸箱內各個位置上的傳動齒輪和傳動軸,Z后把旋轉運動傳到主軸上,使主軸獲得需要的轉速和方向進行特定加工。因此主軸箱孔系的加工精度對機床整體性能的影響很大,如齒輪的嚙合、噪聲、振動及軸承磨損等,必須嚴格控制零件加工精度。以沈陽機床股份有限公司內部品控要求為例,無論何種類型的機床產品,都不容許精度不合的零件進入裝配現場,但是若將所有出現類似問題的主軸箱都被打廢的話,企業的制造成本的控制將成為一個困擾企業發展的大問題。在此將筆者在生產實踐中常見的一些機床主軸箱類零件孔加工超差時的加修措施加以歸納,并分析各種情形下的具體應用。
2 具體分析
由于鑄造問題、工人疏忽以及零件加工設備與工裝本身精度問題,實際生產中出現一些加工超差現象在所難免,但是有些零件易于加修,箱體類零件的這些超差,如孔徑大小不合格、同軸度及平行度不合格等卻是加修難度很大,在機床行業零件更新換代快,實際小批量加工中一般都沒有專用夾具的情況下,箱體類零件修復中的機械加工與新零件制造中的機械加工,有很大的區別。為保證修復部位的位置精度,基準的選擇應注意與原加工基準盡量統一或選擇加工精度高、變形小,與待修復表面有較高的位置精度的表面為定位基準。同時,孔小軸大的精度不合問題可以通過在原零件基礎上直接加修完成,若其他問題,如孔加工大了,或者空系同軸度不合格等情況,則需要通過其他途徑進行加修,常見辦法有:放孔鑲套、涂鍍、配修及注膠等,Z常用Z首選的莫屬放孔鑲套法,其他方法都用于放孔鑲套法不適合的情況。
由于鑄造問題、工人疏忽以及零件加工設備與工裝本身精度問題,實際生產中出現一些加工超差現象在所難免,但是有些零件易于加修,箱體類零件的這些超差,如孔徑大小不合格、同軸度及平行度不合格等卻是加修難度很大,在機床行業零件更新換代快,實際小批量加工中一般都沒有專用夾具的情況下,箱體類零件修復中的機械加工與新零件制造中的機械加工,有很大的區別。為保證修復部位的位置精度,基準的選擇應注意與原加工基準盡量統一或選擇加工精度高、變形小,與待修復表面有較高的位置精度的表面為定位基準。同時,孔小軸大的精度不合問題可以通過在原零件基礎上直接加修完成,若其他問題,如孔加工大了,或者空系同軸度不合格等情況,則需要通過其他途徑進行加修,常見辦法有:放孔鑲套、涂鍍、配修及注膠等,Z常用Z首選的莫屬放孔鑲套法,其他方法都用于放孔鑲套法不適合的情況。
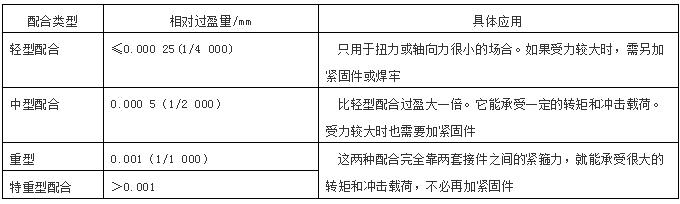
(1)放孔鑲套。機械加工是零件修復過程中Z基本和Z主要的方法,它既可以作為一種獨立的手段直接修復不合格零件(如孔大軸小問題),也可以是其他方法的準備或Z后加工必不可少的工序。放孔鑲套法是對不合格孔孔壁進行機械加工,把內襯套以一定的過盈裝在孔內,從而恢復到原來的尺寸的修復方法(有時需要再次對孔進行加工)。這種方法具有工藝簡單、操作方便、節省材料等優點,被廣泛應用于零件孔系修復中。鑲套工件材料要根據鑲套部位的工作條件進行選擇,如在高溫下工作,套的材料應與原零件一致,保證二者的熱膨脹系數相同好或相近,保證良好的熱穩定性。一般機床主軸箱類零件材質為灰鑄鐵,常選用45號鋼作為鑲套材料。放孔鑲套法用于此類零件加修時一般多用薄壁襯套,鑲套的過盈量應選擇合適。待修復主軸箱體與襯套屬于包容件與被包容件的關系,在鑲套后,包容件受拉應力作用,被包容件受壓應力作用,應力的大小與相對過盈量有關,過盈量越大,應力越大。當應力超過材料應力極限時,就會使零件產生裂紋而損壞;過盈量不足,配合又容易松動或脫落,無法達到為機床主軸精準傳遞運動的作用,鑲套配合可按相對過盈的大小,分為輕型、中型、重型及特種型4種,如表1所示。一般情況下,對于主軸箱孔的修復選用中型配合,若是加修孔裝配軸在運行中需要承受較大軸向載荷和轉矩,為了保證鑲套加修的有效性,可以做成臺階套,在臺階面上鉆孔,將它用銷子和螺釘緊固在主軸箱體上,或給直筒套在孔端面與套結合處下緊定螺釘。此外,鑲套配合面的表面粗糙度會直接影響配合的過盈量,表面粗糙度大,配合的實際過盈量就小,為了保證準確的過盈量,對零件表面的加工精度和表面粗糙度應有一定的要求。通常,公差等級為IT6~IT8時,要求零件表面粗糙度值Ra=3.2~1.6μm。
還需要注意的是:鑲套前應做好除銹等清潔工作,鑲入時應平穩進行,切忌用錘重擊砸入,并注意避免壓入件歪斜。
表1 4種配合類型過盈量及應用
(2)涂鍍。涂鍍是一種在工件表面進行局部快速電化沉積金屬材料的新技術。涂鍍后在工件表面形成特殊防護涂層,使零件具有防腐蝕、抗高溫及防氧化等性能。可用涂鍍技術修復機械零件的形狀和尺寸,如常見的零部件的局部磨損、擦傷及凹坑等,當主軸箱類零件的孔尺寸偏大而位置精度合格,且孔壁薄等原因不適宜用放孔鑲套辦法時,可用涂鍍法在零件表面均勻涂上一層金屬材料(一套涂鍍設備可鍍30多種單一金屬或其合金,各廠家可根據情況配置或購買鍍液),使得孔變小,涂鍍加修工藝分為涂前準備和涂鍍兩步完成。其中涂前準備工作包括清洗、去尖角毛刺和涂鍍部位周邊遮護(涂鍍孔兩端面,要用絕緣膠帶遮護)、測量尺寸確定涂鍍層厚度等。利用涂鍍技術修復的主軸箱體零件形成的涂層與孔壁金屬結合強度比電鍍和噴涂高,具體操作起來設備輕便簡單、操作安全方便,不用鍍槽,可在現場流動作業,節約能源且基本無污染。
(3)配修。當不涉及同軸度、平行度及圓度等形位公差,且不是用于跟軸承等外購標準件配合,只是孔的直徑尺寸略有偏大或者偏小時,我們可以選擇一種相對低成本的做法,就是配修與孔配合的軸,使得相應的軸的相關配合尺寸加大或者減小與孔直徑超差相同的數值。軸類零件的裝夾定位比箱體類零件簡單且易于保證裝夾精度,此舉可節省加修時間和資源。采用此舉需要注意的是,不適用于軸為易損件的場合,且要在設備檔案里記錄配修后的軸的相應尺寸,以便為客戶提供服務時適用。
(4)注膠。注膠加修工藝用于孔大或者孔大與同軸不合同時存在等情況,可降低勞動強度,減少裝配時間,提高軸箱剛性。且操作容易,傳統的手工注膠工藝就可以達成,成本低。注膠材料常選用漢斯曼工業定位膠,由高強度、高韌性的高分子聚合物與特殊周化劑構成的雙組份加強材料,固化后具有極小的收縮率及很高的抗壓強度,專用于結構件的精確調整后的連接定位,也可用于結構間隙的灌封等,可保證調整后的精度長期不變。需要注意的是:安裝過程中,以第1個孔為定位基準,對第2個孔進行注膠,來保證同軸度,注膠表面涂上分離劑,方便以后拆卸。注膠要由下而上,速度要慢而均勻,凝固過程中要防止碰撞影響精度。若大量使用注膠技術去除主軸箱孔與軸之間的間隙,可增加過渡套筒,進一步降低拆卸難度。
3 結語
文中所總結箱體類零件孔加工精度超差時的加修措施,都是筆者在實踐中碰到且經過成功運用的,每種方法都有其使用前提條件,且由于篇幅所限,對每種方法的實際操作都不盡詳細,只是將實際生產經驗以文字的形式總結出來供初到生產一線的技術人員作為一種解決問題的思路參考;同時起到拋磚引玉的作用,希望廣大一線技術人員能夠總結生產中的常見問題及總結措施,以便后來者學習借鑒。
文中所總結箱體類零件孔加工精度超差時的加修措施,都是筆者在實踐中碰到且經過成功運用的,每種方法都有其使用前提條件,且由于篇幅所限,對每種方法的實際操作都不盡詳細,只是將實際生產經驗以文字的形式總結出來供初到生產一線的技術人員作為一種解決問題的思路參考;同時起到拋磚引玉的作用,希望廣大一線技術人員能夠總結生產中的常見問題及總結措施,以便后來者學習借鑒。
來源: 《金屬加工(冷加工)》 2017年06期