100T煉鋼轉爐耳軸軸承位磨損原因分析及在線修復方法
2019-04-16 100t煉鋼轉爐均為傾動半懸掛式傳動結構,耳軸直徑900mm,軸承位雙列調心滾子軸承,傳動側為固定測,另一端為游動側。耳軸軸承拆卸及更換較為困難,需要將轉爐頂起一定到的高度,并且傳動側還需要將傾動減速機拆除。
一、煉鋼轉爐耳軸磨損原因
煉鋼轉爐耳軸軸承位出現磨損的原因較多,經過分析主要有以下幾點:
一是受作用力的影響,轉爐耳軸軸承裝置是轉爐傾動的重要部分,支撐著包括爐體,液態金屬,鋼渣、托圈及其附件的全部重量以及懸掛減速機的重量。在半懸掛情動機構時還要承受來自扭矩平衡裝置的發作用力,還包括爐口刮渣的刮渣力,加料時鋼包及料斗的沖擊力。電機通過減速機驅動托圈使轉爐正反360°以內轉動完成兌鐵、出鋼等工作,其工作環境承受高溫、重載運轉頻繁,軸承零部件處于局部工作。
二是軸承潤滑因素,轉爐耳軸處于高溫輻射區潤滑油脂更換不及時失去潤滑效果,加之轉爐生產環境粉塵大,在更換軸承后難以保證軸承的潔凈度,軸承摩擦增大,導致軸承內部結構發生咬合磨損,滾珠或內外圈破裂保持架斷裂滾動珠橫向移動。
三是密封破損,轉爐耳軸密封一般采用球面密封結構,并在球面密封端蓋與球面壓緊環之間界樁填料密封。一旦填料密封失效,在轉爐傾動時會有灰塵進入軸承內部,破壞保持架,損壞軸承。綜合上述分析,軸承損壞是造成耳軸磨損的主要原因,只要定期巡檢及規范的檢修和保養都會大大避免突發問題的放生。
二、索雷技術在100T煉鋼轉爐耳軸修復方面的應用
一、煉鋼轉爐耳軸磨損原因
煉鋼轉爐耳軸軸承位出現磨損的原因較多,經過分析主要有以下幾點:
一是受作用力的影響,轉爐耳軸軸承裝置是轉爐傾動的重要部分,支撐著包括爐體,液態金屬,鋼渣、托圈及其附件的全部重量以及懸掛減速機的重量。在半懸掛情動機構時還要承受來自扭矩平衡裝置的發作用力,還包括爐口刮渣的刮渣力,加料時鋼包及料斗的沖擊力。電機通過減速機驅動托圈使轉爐正反360°以內轉動完成兌鐵、出鋼等工作,其工作環境承受高溫、重載運轉頻繁,軸承零部件處于局部工作。
二是軸承潤滑因素,轉爐耳軸處于高溫輻射區潤滑油脂更換不及時失去潤滑效果,加之轉爐生產環境粉塵大,在更換軸承后難以保證軸承的潔凈度,軸承摩擦增大,導致軸承內部結構發生咬合磨損,滾珠或內外圈破裂保持架斷裂滾動珠橫向移動。
三是密封破損,轉爐耳軸密封一般采用球面密封結構,并在球面密封端蓋與球面壓緊環之間界樁填料密封。一旦填料密封失效,在轉爐傾動時會有灰塵進入軸承內部,破壞保持架,損壞軸承。綜合上述分析,軸承損壞是造成耳軸磨損的主要原因,只要定期巡檢及規范的檢修和保養都會大大避免突發問題的放生。
二、索雷技術在100T煉鋼轉爐耳軸修復方面的應用

索雷工程師參加轉爐檢修會議

現場工程師利用AR智能系統連線索雷遠程運維指揮中心會診設備問題
索雷技術工程師利用遠程AR可視系統,將現場煉鋼轉爐耳軸磨損問題及操作環境與索雷遠程運維指揮中心形成實時對接,讓索雷運維指揮中心實時掌控維修進度,并根據現場的突發問題作出指導性的建議,以確保整個修復步驟的嚴謹性。
另外,在維修結束后索雷技術工程師會幫助企業建立二維碼維修檔案,即索雷設備維修追溯系統。它是“索雷大數據庫”的重要組成部分,只需一個簡單的二維碼,即刻實現底層重要設備的信息數據采集、維修備檔管理、日常點檢、設備問題預警等工作,設備專工通過手機掃描二維碼,馬上實現維修信息快速查詢、記錄日常點檢數據和設備信息,隨時隨地做到調取設備信息和掌控設備健康狀況,讓管理更高效。
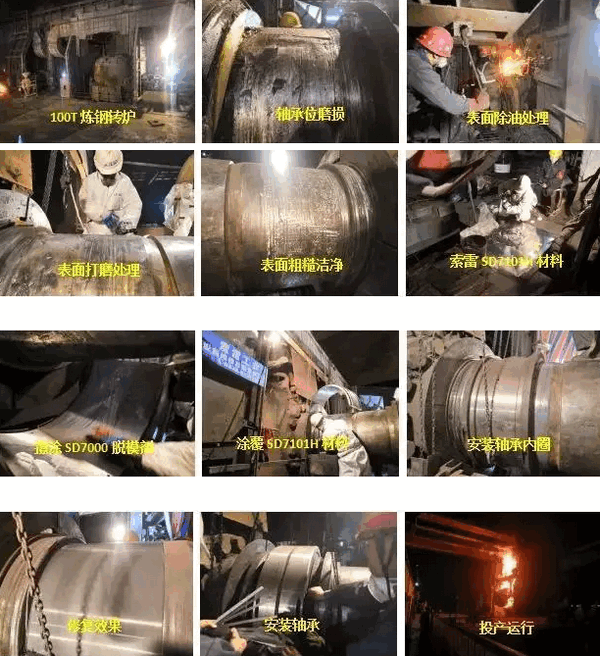
三、索雷工程師現場維修100T煉鋼轉爐耳軸的操作步驟
(1)準備新刨分式軸承;
(2)根據耳軸圖紙尺寸加工相應的定位樣板尺;
(3)拆除耳軸上各部件露出修復位置;
(4)將耳軸向上頂起300-400mm間距便于人員操作;
(5)利用樣板尺確定修復部位的同軸度;
(6)試裝軸承內圈,直至達到裝配要求;
(7)表面烤油處理,清除表面灰塵雜物;
(8)修復表面用角磨機打磨處理,去除氧化層,露出金屬原色;
(9)軸承內圈刷涂SD7000脫模劑;
(10)計算索雷碳納米聚合物SD7101H材料用量,并調和均勻;
(11)將SD7101H材料均勻涂抹至軸的修復表面;
(12)安裝軸承內圈,至于裝位置;
(13)材料固化后,拆除軸承內圈并去除多余材料;
(14)按要求回裝并緊固軸承。
另外,在維修結束后索雷技術工程師會幫助企業建立二維碼維修檔案,即索雷設備維修追溯系統。它是“索雷大數據庫”的重要組成部分,只需一個簡單的二維碼,即刻實現底層重要設備的信息數據采集、維修備檔管理、日常點檢、設備問題預警等工作,設備專工通過手機掃描二維碼,馬上實現維修信息快速查詢、記錄日常點檢數據和設備信息,隨時隨地做到調取設備信息和掌控設備健康狀況,讓管理更高效。
三、索雷工程師現場維修100T煉鋼轉爐耳軸的操作步驟
(1)準備新刨分式軸承;
(2)根據耳軸圖紙尺寸加工相應的定位樣板尺;
(3)拆除耳軸上各部件露出修復位置;
(4)將耳軸向上頂起300-400mm間距便于人員操作;
(5)利用樣板尺確定修復部位的同軸度;
(6)試裝軸承內圈,直至達到裝配要求;
(7)表面烤油處理,清除表面灰塵雜物;
(8)修復表面用角磨機打磨處理,去除氧化層,露出金屬原色;
(9)軸承內圈刷涂SD7000脫模劑;
(10)計算索雷碳納米聚合物SD7101H材料用量,并調和均勻;
(11)將SD7101H材料均勻涂抹至軸的修復表面;
(12)安裝軸承內圈,至于裝位置;
(13)材料固化后,拆除軸承內圈并去除多余材料;
(14)按要求回裝并緊固軸承。