



精軋機(jī)接軸中輥端軸套斷裂分析
2019-04-30楊曉紅,張建
(泰爾重工股份有限公司)
精軋機(jī)接軸是板帶熱連軋精軋機(jī)組的關(guān)鍵傳動(dòng)部件,其性能與質(zhì)量與板帶產(chǎn)品的產(chǎn)量和質(zhì)量有著直接的關(guān)系,其技術(shù)要求越來(lái)越高,而輥端軸套作為精軋機(jī)接軸與軋輥連接的關(guān)鍵受力件,其重要性不言而喻。
1.技術(shù)要求
從圖1整套精軋機(jī)接軸中的裝配圖可以看出,輥端軸套右端內(nèi)齒與外齒軸套的外齒配合,另一端扁孔與軋輥配合,傳遞單向扭矩,軋鋼過(guò)程中,輥端軸套承受的沖擊力大。我公司為某鋼廠制作的1700mm精軋F(tuán)1接軸上線使用8個(gè)月后,輥端軸套內(nèi)齒部位斷裂成四部分。此輥端軸套采用低碳合金鋼17Cr2Ni2Mo制造,整體滲碳處理,滲碳層深度2~2.5mm,齒部模數(shù)12,進(jìn)行單齒感應(yīng)淬火后磨齒,磨量0.5mm,齒表面硬度要求58~62HRC。輥端軸套的主要制造工序?yàn)椋簾徨?rarr;正火+回火→粗加工→穩(wěn)定性回火→機(jī)加工(插齒)→滲碳→齒部單齒感應(yīng)淬火→磨齒(其余部位車(chē)、插加工)。
從圖1整套精軋機(jī)接軸中的裝配圖可以看出,輥端軸套右端內(nèi)齒與外齒軸套的外齒配合,另一端扁孔與軋輥配合,傳遞單向扭矩,軋鋼過(guò)程中,輥端軸套承受的沖擊力大。我公司為某鋼廠制作的1700mm精軋F(tuán)1接軸上線使用8個(gè)月后,輥端軸套內(nèi)齒部位斷裂成四部分。此輥端軸套采用低碳合金鋼17Cr2Ni2Mo制造,整體滲碳處理,滲碳層深度2~2.5mm,齒部模數(shù)12,進(jìn)行單齒感應(yīng)淬火后磨齒,磨量0.5mm,齒表面硬度要求58~62HRC。輥端軸套的主要制造工序?yàn)椋簾徨?rarr;正火+回火→粗加工→穩(wěn)定性回火→機(jī)加工(插齒)→滲碳→齒部單齒感應(yīng)淬火→磨齒(其余部位車(chē)、插加工)。
精軋機(jī)接軸左端的輥端軸套齒部與外齒軸套配合傳遞扭矩,扁孔部位與軋輥配合(見(jiàn)圖1)。

2.斷裂情況及取樣位置
圖2為整個(gè)輥端軸套齒部斷裂后形態(tài),宏觀肉眼觀察來(lái)看,裂紋從內(nèi)孔齒部產(chǎn)生逐漸擴(kuò)展,在不斷的扭轉(zhuǎn)力下撕裂斷成4部分其中兩塊已直接掉下來(lái)。對(duì)斷裂部位任意割取一個(gè)齒形試塊,對(duì)基體的低倍組織、滲碳層的硬度及深度、金相組織特征以及非硬化部位的力學(xué)性能、材料化學(xué)成分進(jìn)行檢測(cè)分析。
圖2為整個(gè)輥端軸套齒部斷裂后形態(tài),宏觀肉眼觀察來(lái)看,裂紋從內(nèi)孔齒部產(chǎn)生逐漸擴(kuò)展,在不斷的扭轉(zhuǎn)力下撕裂斷成4部分其中兩塊已直接掉下來(lái)。對(duì)斷裂部位任意割取一個(gè)齒形試塊,對(duì)基體的低倍組織、滲碳層的硬度及深度、金相組織特征以及非硬化部位的力學(xué)性能、材料化學(xué)成分進(jìn)行檢測(cè)分析。

3.分析過(guò)程
(1)非硬化層低倍組織檢測(cè)
對(duì)切割的齒截面在100倍下按照GB/T10561—2005鋼中非金屬夾雜物含量的測(cè)定標(biāo)準(zhǔn)進(jìn)行檢測(cè),視場(chǎng)中的非金屬夾雜物Z大尺寸已達(dá)到五級(jí)左右(見(jiàn)圖3)。

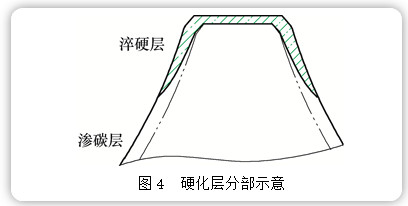
(2)齒部硬度檢測(cè)采用4%硝酸酒精腐蝕斷裂齒的截面,進(jìn)行宏觀觀察及硬度檢測(cè),整個(gè)齒的齒頂及齒側(cè)淬硬層分布如圖4所示,齒頂及齒側(cè)上部有淬硬層,齒側(cè)下半部分及接近齒根的位置無(wú)淬硬層。
按照硬度梯度法對(duì)淬硬層部位進(jìn)行硬度梯度檢測(cè),從表面間隔0.5mm,在臺(tái)式顯微硬度計(jì)進(jìn)行硬度檢測(cè),結(jié)果如表1所示。
表1

從表1可以看出,齒面經(jīng)過(guò)滲碳并表面淬火后,淬硬部位的表面硬度及淬硬層深度在2.0mm左右,符合圖樣的要求,但齒側(cè)下部及齒根無(wú)淬硬層。
(3)滲碳層及心部組織特征檢測(cè)
通過(guò)金相組織觀察,淬硬層部位為淬火馬氏體,且組織均勻,馬氏體級(jí)別在2級(jí)左右,未見(jiàn)明顯的殘留奧氏體,符合滲碳淬火組織。心部組織為珠光體,且鐵素體較多(見(jiàn)圖5)。
(3)滲碳層及心部組織特征檢測(cè)
通過(guò)金相組織觀察,淬硬層部位為淬火馬氏體,且組織均勻,馬氏體級(jí)別在2級(jí)左右,未見(jiàn)明顯的殘留奧氏體,符合滲碳淬火組織。心部組織為珠光體,且鐵素體較多(見(jiàn)圖5)。

(4)化學(xué)成分檢測(cè)
使用斯派克移動(dòng)式直讀火花光譜儀測(cè)得材料的化學(xué)成分如表2所示。
表2 17Cr2Ni2Mo軸套化學(xué)成分(質(zhì)量分?jǐn)?shù))(%)

可見(jiàn),材料的化學(xué)成分符合標(biāo)準(zhǔn)GB/T17017—1997的17Cr2Ni2Mo鋼的要求。
(5)基體力學(xué)性能檢測(cè)
力學(xué)性能檢測(cè)結(jié)果如表3所示。
表3

4.結(jié)語(yǔ)
通過(guò)宏觀斷口觀察、低倍分析、硬度檢測(cè)、金相組織觀察、化學(xué)成分分析等手段對(duì)輥端軸套斷裂原因進(jìn)行查找分析。分析結(jié)果表明:輥端軸套的滲碳后單齒淬火,齒面的淬火硬化層不均勻,從齒頂至齒面中部逐漸減薄,齒面中部至齒根部沒(méi)有淬硬層。且從斷齒的部分可以看到齒根根部有明顯的擠壓痕跡,主要源于齒根部無(wú)硬化層。材料符合設(shè)計(jì)圖紙的要求。從低倍檢測(cè)看出材料本身存在夾雜物,且級(jí)別較高,說(shuō)明材質(zhì)純凈度不符合要求。
內(nèi)齒根部無(wú)淬硬層,致使與之配合的外齒在長(zhǎng)時(shí)間的嚙合傳動(dòng)過(guò)程中對(duì)其根部產(chǎn)生不斷擠壓,并且鍛件內(nèi)部大塊的夾雜物以及基體強(qiáng)度低。內(nèi)齒齒根較低的硬度與硬度較高的外齒齒頂在嚙合傳動(dòng)過(guò)程中不斷的擠壓摩擦是產(chǎn)生裂紋并不斷擴(kuò)展的主要破壞因素。
綜合上述分析,基體強(qiáng)度低、非金屬夾雜嚴(yán)重、齒測(cè)下部及根部無(wú)硬度層,是工件早期斷裂的主要原因。
內(nèi)齒根部無(wú)淬硬層,致使與之配合的外齒在長(zhǎng)時(shí)間的嚙合傳動(dòng)過(guò)程中對(duì)其根部產(chǎn)生不斷擠壓,并且鍛件內(nèi)部大塊的夾雜物以及基體強(qiáng)度低。內(nèi)齒齒根較低的硬度與硬度較高的外齒齒頂在嚙合傳動(dòng)過(guò)程中不斷的擠壓摩擦是產(chǎn)生裂紋并不斷擴(kuò)展的主要破壞因素。
綜合上述分析,基體強(qiáng)度低、非金屬夾雜嚴(yán)重、齒測(cè)下部及根部無(wú)硬度層,是工件早期斷裂的主要原因。
來(lái)源:《金屬加工(熱加工)》雜志