



FAG超精密角接觸球軸承性能知多少?――安裝
2019-06-20 精密及超精密級角接觸球軸承主要使用在機床行業主軸、紡織機械、木工機械以及可靠性、運轉精度和高速性有極高要求的部件上。FAG的主軸用超精密級的角接觸球軸承代表著使用的可靠。
FAG的精密及超精密軸承可以安裝在車床主軸、磨床主軸及加工中心主軸等設備上,精密及超精密角接觸球軸承安裝在這些精密設備上應注意些什么呢?
下面的圖是精密及超精密角接觸球軸承在一些精密設備上的配置。
FAG的精密及超精密軸承可以安裝在車床主軸、磨床主軸及加工中心主軸等設備上,精密及超精密角接觸球軸承安裝在這些精密設備上應注意些什么呢?
下面的圖是精密及超精密角接觸球軸承在一些精密設備上的配置。
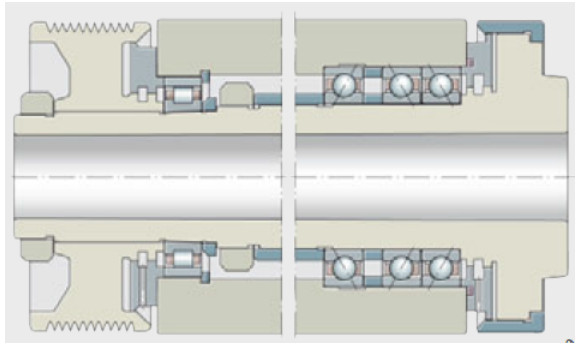
車床主軸

加工中心-高速銑床主軸

加工中新-超高速銑床主軸

磨床主軸

高頻電主軸

高頻電主軸-彈性預緊浮動軸承單元SPP
1、環境和部件的準備
FAG精密及超精密角接觸球軸承的制造過程保持著極其高標準的清潔環境,非常嚴格的檢驗,并且采用高質量的包裝進行保護。在安裝的過程中必須謹慎小心,Z好有一個獨立清潔的安裝室。
只有經過認可的部件才可用于安裝。根據部件,認可的流程包括尺寸檢測、光學檢測或預平衡過程。安裝對軸承的功能有著決定性的影響。因此,有時有必要對軸承與主軸或軸承座進行匹配。對于主軸軸承,孔徑和外徑公差被分成幾組,其中每組的平均公差在包裝和軸承進行標識,軸承寬度的實際偏差值也標識在軸承上。
2、安裝總則
在安裝精密及超精密級角接觸球軸承時必須遵守以下規則:
◆安裝區域必須干凈沒有灰塵;
◆軸承遠離灰塵、污染和水。污染物對軸承的運轉、噪音和壽命有極大的負面影響;
◆開始安裝前,熟悉研究Z終裝配圖;
◆安裝之前,檢查當前軸承是否與圖紙要求相符;
◆檢查軸和軸承座是否清潔,檢查它們的尺寸和幾何精度;
◆不能使軸承過分降溫。冷凝產生的濕氣會導致軸承和軸承座產生腐蝕;
◆脂潤滑的軸承必須在安裝之前添加潤滑脂;
◆安裝的時候保證安裝力不通過滾動體;
◆對于過盈配合,需要給相關部件加熱,通常加熱溫度到+60℃~+70℃就足夠了。Z好采用感應加熱方式;
◆軸向固定需注意螺母的鎖緊力;
◆檢查軸承布置功能是否正常。
3、軸承內圈固定
內圈鎖緊螺母鎖緊值參見下表。為避免安裝不到位,可按給定力矩的3倍擰緊螺母,然后松開,Z后用給定力擰緊。應用于主軸軸承B、HS、HC和XC直徑系列719、70和72適用的值見下表。由于安裝的影響,剛性預載軸承安裝后的剛性比樣本中的數據高。在運轉中,由于高速離心力與軸和內圈的熱膨脹導致軸承套圈膨脹從而使剛性增大。
主軸軸承鎖緊力和鎖緊力矩的推薦值

主軸軸承鎖緊力和鎖緊力矩的推薦值續上表

鎖緊螺母常常用于夾緊主軸軸承的內圈,把它固定在軸上。帶軸向防松螺栓的鎖緊螺母把軸承固定在軸上優于帶徑向防松的鎖緊螺母,因為它在高速轉動時的空氣喘流量小。鎖緊螺母的安裝面必須跟螺紋在同一個夾具上磨削。軸向跳動值建議小于2μm,夾具的襯墊要和鎖緊螺母的螺紋和端面一起進行磨削,這樣可以防止夾緊過程中發生偏斜。
外圈通常也是用螺栓通過壓蓋進行固緊的。如果外圈的固緊量過大或者不均勻的時候,外圈的滾道面較容易產生變形,所以在緊固的時候請按推薦值進行固緊。為了獲得Z好的性能或實現主軸相對軸承座的精確定位,必須做一些特殊的調整處理。如用于軸承外圈軸向壓緊的端蓋。在壓緊前與軸承座端面間留有間隙。如下圖。對于高速軸承,建議采用隔環,可以彌補安裝和預載造成套圈膨脹的影響。
端蓋匹配(推薦)

4、安裝示例
主軸軸承HCS71914E.T.P4S.UL安裝。
軸承轉速n:16000min-1 內圈實際尺寸:70-0.003=69.997mm 空心軸的孔徑:35mm(50%軸徑)
4.1計算配合系數(基于速度)計算

fw=內圈和軸之間的配合系數 作為速度 函數d=軸承內徑;①HC70、HS70、XC70②HC719、HS719、XC719
系數fw適用于HS、HC、XC系列

4.2過盈量的計算
主軸軸承在高速使用時,高速會產生高的離心力,作用到內圈上從而導致內圈膨脹。內圈的膨脹會影響內圈與軸頸之間的配合。由此可能產生以下后果:
▲微動腐蝕
▲內圈在軸上打滑
▲軸頸失去引導作用易于振動
▲可能偏心失準降低軸承性能
上述種種情況可以通過軸承內徑與軸頸的過盈配合來避免,所需的過盈量可以計算或由下面圖表得到。由此方式求得的數值,在Z高轉速下仍要留處1μm的盈量。過盈量大會增加預載,特別是對于經過剛性調整的軸承。這樣會導致軸承布置中發熱增加,影響轉速能力。如此增加的預載荷必須采用恰當的方法加以補償。
計算n2.fw=1.1mm3/min2

①實心軸;②空心軸50%;③空心軸75%
軸和內圈之間過盈量的計算

需要的過盈量:9μm
軸的實際尺寸:69.997mm+0.009mm=70.006mm
軸的實際尺寸:69.997mm+0.009mm=70.006mm
4.3在安裝軸承時應檢查相鄰部件
▲機構件要清洗干凈,機構件表面不允許有毛邊、毛刺及擦傷;
▲機構件的尺寸公差,要符合FAG的推薦值。具體數值見FAG精密軸承樣本或《FAG超精密角接觸球軸承性能知多少?-公差》篇。
▲測量的時候在恒溫條件下,保證測量儀器和測量部件溫度一致。
▲倒角尺寸符合下圖要求。

4.4潤滑脂的添加
▲密封的軸承里面已經有潤滑脂,就不需要在添加潤滑脂
▲潤滑脂的添加
①檢查軸承,確認在軸承內沒有污染及異物;
②填充的時候,建議使用帶有刻度的注脂器;
③潤滑脂的添加量參照FAG精密軸承樣本上推薦的量或參考《FAG超精密角接觸球軸承性能知多少?-潤滑》篇。
④潤滑脂應均勻的填充到滾動體之間,主軸軸承是外圈引導的,在軸承外內徑與保持架引導面上涂上薄的潤滑脂;
⑤轉動軸承,使潤滑脂均勻的進入軸承滾道、滾動體表面等。
注意:不正確的填裝方法和填裝量,會使軸承初期磨合溫升升高,磨合時間會加長。

4.5加熱安裝
一般滾動軸承的內圈及其它對稱旋轉部件與軸是過盈配合。尤其是高速主軸軸承,為了防止內圈在離心力下松動,會采用較大的過盈量。Schaeffler Group可以提供測量和加熱設備。
對于過盈量大、尺寸大的軸承,采用將軸承內圈加熱膨脹,再安裝到軸上。熱裝的方法對軸承和軸的表面不會有損傷,容易調節安裝到位置。一般情況下可采用合適的感應加熱器將軸承加熱到比軸的溫度高出20-30℃即可。FAG常用的感應加熱器見下圖。感應加熱器適用于中小尺寸段所有類型軸承。可以快速、清潔成批安裝軸承,軸承通過磁場加熱,并能自動退磁。

4.6安裝檢查
4.6.1主軸安裝好之后需要檢查主軸的各部件是否安裝好,一般通過通電試運行。對于高速主軸來說,剛開始的時候要在沒有載荷的情況下,從低速的時候開始運行,運行過程中要注意是否有異常情況發生。如果沒有的話,可以慢慢的增加速度直至達到Z高速度。
4.6.2在運轉的過程中,檢查是否有異響、異常溫升、漏油及污染等。如果有這些異常的現象發生,要立即停止運行或減速進行檢查。如果必須的話,需要拆掉軸承檢查。通常可以通過測量軸承座的溫度來間接反應軸承的溫升,一般1到2個小時左右,軸承的溫升能達到一個穩定的水平。軸承的溫度一般不超過50℃。如果軸承的溫度急劇升高,可能是由于潤滑脂填裝太多、游隙過小或安裝、密封、軸承選擇不當,或者潤滑方式選擇不當等等。如果軸承有異響,產生的原因可能是潤滑不當、軸和軸承座尺寸不對中或者是有其它異物進入軸承,需要具體問題具體分析。
佰聯軸承網專注軸承行業信息化服務近20年,陪著很多優秀的軸承企業一起成長,也見證了中國的軸承生產技術由低到高的發展過程。我們將堅持本心,踏踏實實的做事,不折騰、不放棄,為中國軸承行業的良性發展盡些綿薄之力。
佰聯軸承網軸承工程師
2019.06.20
2019.06.20