



小鋼球成長記
2019-07-08
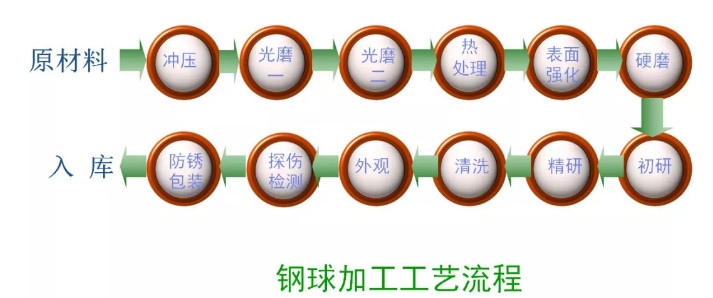
每個規格、爐號的鋼材都要進行入廠檢驗。30mm及以上鋼球采用直供棒料加熱沖(鐓)制,30mm以下鋼球用料需進行拉拔、磨制后方可使用。
2、沖壓
在常溫或加熱條件下,使原材料發生塑性變形,形成球坯。


通過鑄鐵板轉動循環挫削,去除毛坯的環帶,使球坯基本磨成球形。
4、光磨二
進一步提高鋼球表面粗糙度和圓度,行業上也有把光磨一、光磨二合為一道工序,統稱光球。

將鋼球裝入熱處理滾筒爐內進行淬火后再回火,使鋼球內部組織發生變化,具有一定的硬度、韌性及壓碎負荷。

將熱處理后的鋼球裝入強化滾筒機內,滾筒旋轉帶動鋼球進行相互碰撞,使鋼球表面發生宏觀的彈性變形和微觀的塑性變形,提高鋼球表面壓應力及表面硬度的均勻性。
7、硬磨
以合金鑄鐵板為固定板,以砂輪為轉動板,并施加一定壓力下進行磨削,進一步消除前工序機械加工缺陷和熱處理時產生的脫碳、氧化、表面組織的屈氏體,進一步提高鋼球的尺寸精度、球形精度和表面質量。

采用兩塊鑄鐵研磨板(為提高磨削效率,也可采用樹脂砂輪板進行磨削),加入磨料,通過一定的壓力和機械循環,達到工藝規定的幾何精度和表面質量。

采用兩塊鑄鐵精研板,加入磨料,并配制研磨液輔助磨削,在一定壓力和機械運動下,消耗細微磨削量,按照不同的精度等級,進一步提高鋼球表面精度和表面質量。

通過自制清洗機、滾筒式清洗機清洗鋼球表面附著的研磨膏,通過定期檢測、更換清洗液,保證鋼球表面清潔度。
11、外觀/探傷/光電(成品檢驗)
100%人工外觀挑揀,再加AVKIO渦流探傷,光電外觀檢測手段挑選各類缺陷鋼球,如表面缺陷、淺表層裂紋、內部缺陷。對每批次鋼球按照工藝要求進行Z終檢驗,如鋼球圓度、粗糙度、振動、壓碎負荷,硬度等,確保發出產品質量。

人工外觀

渦流探傷

光電外觀檢測

振動檢測儀

粗糙度檢測儀

圓度檢測儀

壓碎載荷機

數顯硬度計
采用防銹油,進行噴淋防銹并按客戶要求進行分類包裝。
14、成長歷程

(來源:軸承滾動體信得過團隊)