



齒式聯軸器密封部位工藝改進
2019-08-06(酒鋼西重)
備件分廠承接的齒接手多為小批量,且規格型號不一致。原來通常采用無骨架油封密封,需加工油封托架(尼龍),鋼墊,采購孔用卡簧才能裝配?;蛘卟捎醚蛎珰秩γ芊?,齒圈與壓蓋需要配作螺栓孔。工藝相對比較繁雜,加工零件多。特別是無骨架油封和孔卡采購周期長嚴重拖期影響用戶使用。體現不出備件特點(搶急、搶修、快節奏)鑒于上述情況。對加工工藝進行改進,采用膠條密封。加工方便簡單,沒有多余零件,膠條橡膠班自主生產,無需采購。加工后即可裝配。充分彰顯備件搶修特點。
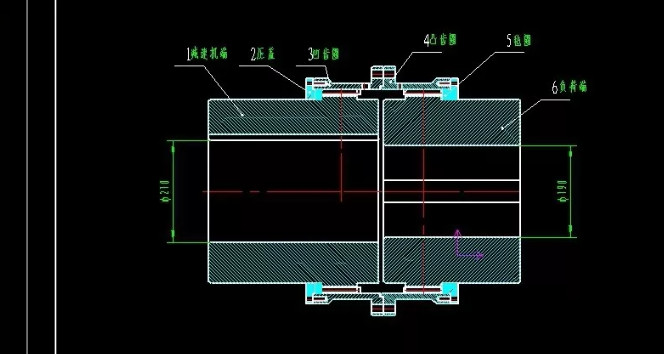
圖一、原聯軸器密封方式

圖二、原聯軸器密封方式
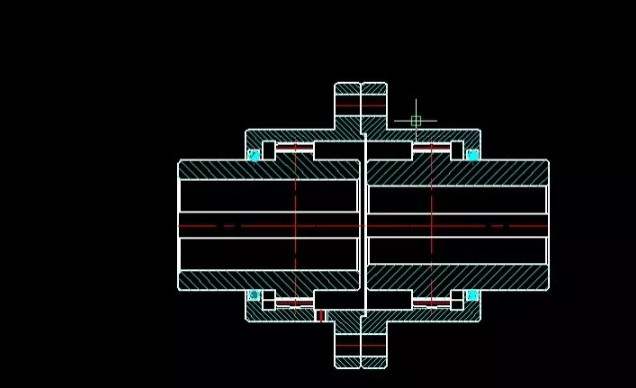
圖三、改進后的聯軸器密封方式
經濟效益:
1. 鋼墊每件加工15分鐘,每年加工60套聯軸器
15*60*2=1800分鐘
每小時40元,每分鐘40/60*1800=1200元
15*60*2=1800分鐘
每小時40元,每分鐘40/60*1800=1200元
2. 尼龍油封托墊材料費每件7元。7*60*2=840元
3. 尼龍油封托墊加工費每件20分鐘
20*60*2=2400分鐘。每分鐘40/60*2400=1600元
4. 采購油封每件14元。14*60*2=1680元
共計1200+840+1600+1680=5320元
雖然產生的經濟效益不高,但是能為用戶提供方便,結賬周期縮短。充分體現備件分廠的快節奏特點。取得用戶的信任,同時也能長期留住用戶。