



某VLCC尾軸承高溫解決方案
2021-05-26于波
(中國船級社秦皇島分社,河北秦皇島 066000)
0 引言
隨著國內船舶工業的蓬勃發展,在中國建造船舶成為越來越多船東的選擇。截止到2015年底,我國造船產量占世界份額達35%以上,已成為世界一流造船大國。隨著船舶建造數量的增加,近幾年船舶尾軸承高溫問題在各大船廠的船舶建造過程中頻繁出現,這類事故的發生一方面影響交船進度,增加造船成本;另一方面會引發船東對中國造船質量問題的擔憂進而影響后續接單。本文在詳細介紹某VLCC尾軸承高溫問題處理過程的基礎上,剖析了影響軸系安裝質量的關鍵要點,形成了整套修理方案并Z終解決了問題,希望對從事軸系安裝及修理的相關人員有所幫助。
1 某VLCC軸系布置及其出現的問題
1.1某VLCC軸系布置
該輪主機選用瓦錫蘭二沖程低速柴油機,是通過一根中間軸和一根螺旋槳軸直接驅動螺旋槳體,具體內容詳見某VLCC軸系布置圖,如圖1所示。
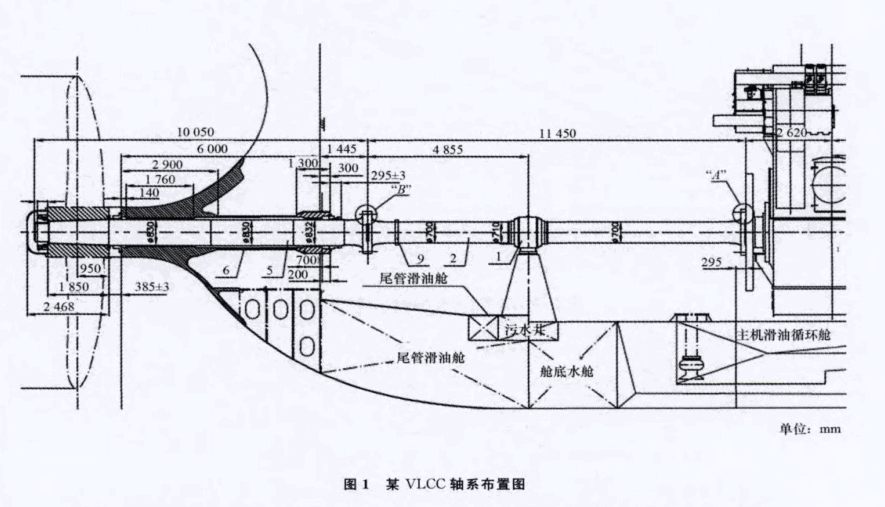
尾軸管內設有前后尾軸承,為滿足螺旋槳軸與尾管后軸承的相對傾角,該輪尾后軸承采用雙斜度設計。其設計值分別為:0.25mm/m和0.45mm/m,并由尾軸承生產廠家制造并確保其滿足設計要求。
1.2尾軸承高溫事故描述
基于上述軸承設計,該輪經過四天海上試航,在主機負荷試驗過程中,尾軸承溫度正常,保持在36℃左右。在達到該輪設計吃水時,進行主航速測定試驗,在操右舵25°后,尾軸承溫度升至93℃,停車檢查發現尾管滑油濾器已被金屬堵塞,推測尾部軸承高溫已引起部分白合金脫落,故停止試驗,返回船廠進塢修理。
尾部尾軸承高溫問題導致了尾管后軸承損壞。該輪系VLCC系列船的Z后一條在建船舶,其余3條姐妹船已交付并投入營運。該4條系列船共用一套設計圖紙、軸系計算書及安裝工藝,基于其姐妹船的軸系校中結果,設計上并不存在問題。根據船舶發生尾軸承高溫時所處的工況,可以看出船舶直行時軸承沒有異常現象發生,但當船舶在做回轉試驗時,尾管后軸承溫度瞬間急劇上升,Z終導致軸承損壞。
這一現象說明螺旋槳在船艉不均勻伴流場運轉時產生的水動力與船舶的操縱工況有關,對于出現問題的船舶,船艉不均勻伴流場產生的水動力對軸系校中的影響較大,Z終導致在達到設計吃水時,進行右向大舵角操作而引起尾管后軸承過熱,并Z終引發尾管后軸承白合金燒蝕。
2 后續修理措施的制定
基于尾管內后軸承的高溫及其導致的軸承損壞情況,本研究擬通過激光測量對現有的尾軸管內部狀況進行確認,對損壞時的冷態軸承負荷分配進行測量,作為后續制定修理措施的參考,提出優化方案,并重新校中計算。對螺旋槳軸與軸承接觸位置進行表面清潔。清潔后進行探傷確認其狀態。
(1)分兩次進行激光測量。
①次激光測量是在不拆除尾管后軸承的情況下進行,即先對已損壞的尾管后軸承進行簡單打磨處理,再在尾軸管內進行激光測量并完成對尾軸管內狀態的確認。安裝已損壞軸承情況下的尾后軸承的斜度測量結果如圖2所示。
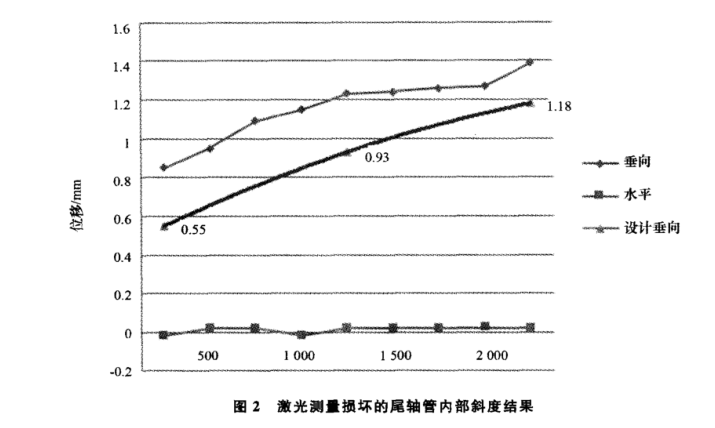
從激光測量結果可知,磨損后的尾管后軸承的雙斜度測量結果為:0.23mm/m和0.42mm/m,接近于原始設計的理論雙斜度值:0.25mm/m和0.45mm/m。
②第二次激光測量是在拆除損壞的尾后軸承后進行,其目的是為了檢查尾軸管內部的狀態,確認其是否符合設計要求,測量結果如圖3所示。

由測量結果可知,在尾軸管后軸承安裝位置處的內孔局部有輕微變形,尤其是靠近后軸承前端部分,后期需通過加工尾后軸承尺寸,調整尾軸管內部變形量來解決。
(2)由船級社審批的軸系校中計算書及軸系設計數據可知,該輪試航前初始螺旋槳軸與尾管后軸承的相對傾角為2×10-4rad。小于審批船級社規范規定的3×10-4rad。當尾管中螺旋槳軸與軸承之間的相對傾角超過3.0×10-4rad時,應進行斜鏜孔2。中國船級社認為轉角超過3.5×10-4rad時,應進行斜鏜孔3。各國船級社對尾軸承轉角的標準都制定了參考標準其依據是尾軸的彈性變形曲線4。核查初始的軸系安裝數據,其尾管后軸承的間隙數值為1.4mm,符合設計要求在軸系正常運轉的過程中,螺旋槳軸與尾管后軸承的相對傾角的大小影響著尾管后軸承與螺旋槳軸之間的潤滑油膜的?立,當二者之間的相對傾角超過了規范規定的數值,二者之間潤滑油膜不能有效建立。當螺旋槳軸與尾管后軸承之間的潤滑油膜不能有效建立時,在二者的接觸面上就會發生異常磨損,導致尾管后軸承白合金損壞,尾管后軸承高溫。為了供后續制定修船方案參考,在尾管后軸承損壞的情況下,測量和計算出各個軸承的冷態負荷分配如圖4所示。
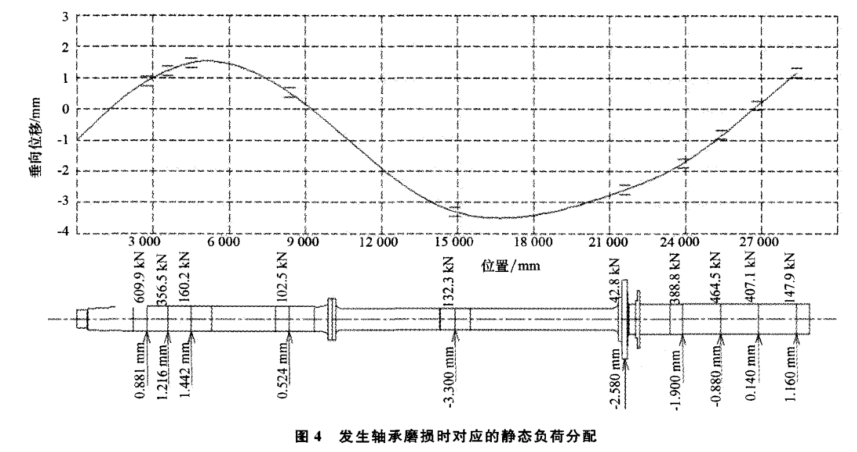
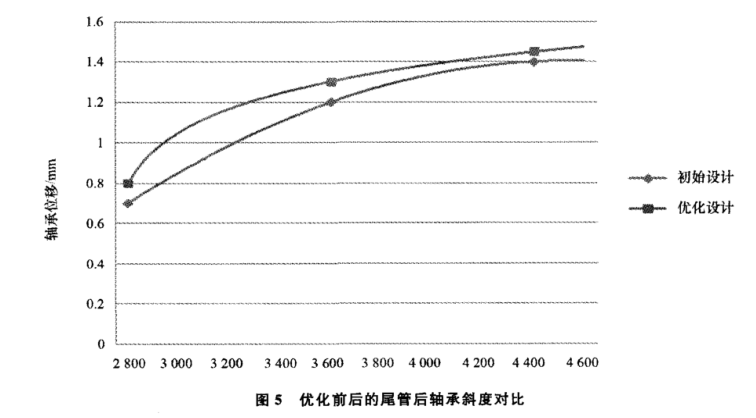
從上述軸系負荷分配來看,損壞時尾后軸承后端的負荷較大。即在潤滑狀況不理想的情況下,尾軸承表面發生過熱,Z終導致尾軸白合金發生損壞。在初始設計中,軸承在各種工況下的負荷均在允許范圍之內,為使螺旋槳軸與尾管后軸承更好地建立油膜,決定修理時通過進一步加大尾軸承后部的第二斜度,尾管軸軸承斜度優化為0.25mm/m和0.70mm/m,有效減小螺旋槳軸與尾管后軸承的相對傾角,確保其在各種工況下油膜均能有效建立。優化后的尾后軸承前后斜度對比如圖5所示。
基于激光測量結果及擬采用的優化方法,重新對該軸系進行校中計算,并經過船級社的認可,Z終確定在冷態靜止狀態,該輪各個軸承的負荷分配情況。采用負荷頂舉試驗測量冷態的軸系實際負荷,頂舉位置與原計算書保持一致。其余工況對應的軸承負荷分配示意圖這里不一一列舉,各個工況的校中計算均經過船級社的審批,符合船級社的規范要求。對螺旋槳軸與尾軸承接觸部位進行了打磨處理,后經過探傷發現無缺陷,螺旋槳軸可繼續使用。
3 船上軸系安裝及軸系負荷測量
根據重新審批的軸系校中計算書編制軸系校中工藝,送驗船師審批,按照審批的軸系安裝工藝完成軸系安裝及校中。軸系的船上安裝過程簡介如下:
(1)船上尾后軸承的壓裝及安裝后激光尺寸測量。
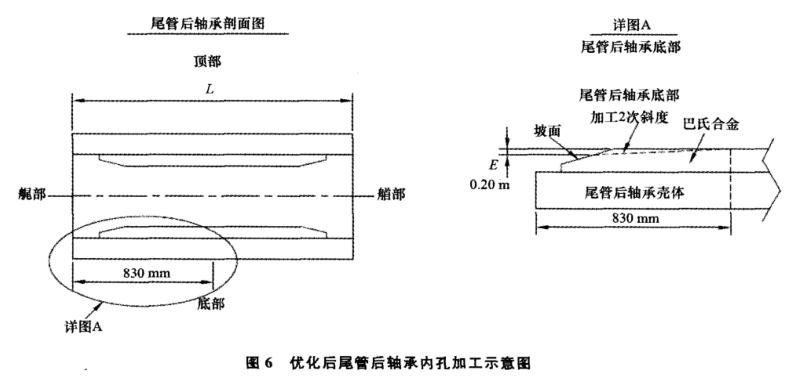
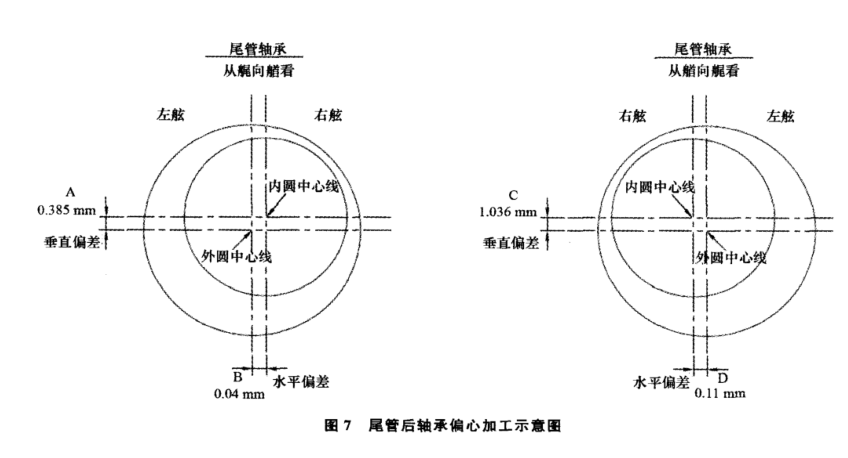
基于激光測量尾軸管內的狀況(見圖2、圖3),以及優化后的尾軸承雙斜度對比示意圖(見圖5),對尾后軸承按照原設計重新訂貨,并進行機械加工。在尾軸承內部增大其第二斜度,對軸承外圓進行偏心加工,加工示意圖如圖6、圖7所示。加工后進行測量,并確認軸承符合修理方案要求。在按照尾軸承壓裝工藝對該尾軸承進行實船安裝后,用激光測量法對尾管內的軸承雙斜度進行壓裝后的再次確認,其測量結果符合設計要求。
針對大型船舶的軸承安裝,在尾軸承壓裝后對帶有斜度的尾管軸承進行復測,確保其符合設計要求,這非常必要。因為其斜度數值直接影響尾軸承與尾軸之間的潤滑效果,而復測所需成本相較于出現高溫導致損壞后的處理成本少得多,故建議有條件的船廠增加該質量控制過程。目前,某些船級社已經將復測過程納入規范要求,從而有效降低尾軸承出現高溫的風險。
(2)軸系安裝。
尾軸承安裝到位后,由于該輪主機位置未動,根據校中計算書的內容,將軸系進行連接安裝,固定中間軸承位置,用頂舉法對各軸承的負荷進行Z終測量,確保各軸承的負荷數值工藝與校中計算書的要求一致。船上軸承安裝過程,均需符合由船級社批準的軸承校中及負荷測量工藝要求。
(3)按上述方案對軸系進行優化后,重新進行航海試驗。
并根據航海試驗大綱內容,完成了所有關于主機的試驗項目,全程均未發生尾軸承高溫報警,其熱態負荷測量也在允許的計算范圍內。目前,該輪交付已有一年多,從未出現尾軸承高溫事故,充分說明本次修理工作合理、有效。
4 結論
軸系是整個船舶推進系統中的核心部分,現代大型船舶對軸系布置引入了合理校中的概念,將整個軸系的負荷合理分配到主機、中間軸承、尾管前軸承和尾管后軸承上,該理論在實船上的應用效果比較理想。
針對大型新造船項目,對于使用尾軸管焊接一鏜孔一尾軸承壓裝的船舶,建議在以下三個方面予以重點關注,確保軸系安裝建造質量。
(1)軸系施工開始前,應根據審批的軸系校中計算書和施工工藝核查船廠提交的現場施工文件,杜絕施工文件與批準文件要求不一致的情況,并在施工過程嚴格執行批準的工藝文件。
(2)對于船舶建造而言,考慮到因螺旋槳重量而引起的尾軸折角,在軸系安裝及校中環節,需核查圖紙和計算書是否有斜鏜孔要求,確保軸承間隙檢驗與圖紙/計算書中要求一致。針對軸承傾斜設計,需在尾軸承制作時由制造廠家按圖紙要求加工成對應的斜率,待設備運至車間后進行復測,并同時核查其出廠記錄。
(3)對于使用尾軸管焊接一鏜孔一尾軸承壓裝的工藝,需重點關注尾管內孔質量、尾管與尾軸承配合過盈量,以及船廠是否有適當的工藝能力、配套工裝和設備。在裝配過程中,對于各個節點的現場檢驗與裝配過程進行有效監控。針對尾軸管內雙斜度設計需在進行尾軸承壓裝后,在船上采用激光或紅外線照光等方法驗證其斜度是否與設計要求一致。多數船廠尚未進行該復測工作,建議船廠進行該測量工作,降低質量風險。總之,影響軸系狀態的因素很多,但只要嚴格執行工藝要求,嚴格進行過程的質量控制,軸系的建造質量還是有保障的。
來源:《造船技術》2016年03期